


电主轴是雕铣机关键部件之一,维护好电主轴是保证雕铣机正常运行的必要条件。因此了解电轴的构造原理,掌握各部件(另外)的运动作用是必须的。
一、电主轴启动前的准备工作
1、检查主轴夹持是否稳定。
2、冷却水是否畅通。
3、电流是否正常,电压一定要符合要求,不得超过规定10%。
4、接线是否正确,注意正反转与接地。
5、刀柄夹牢固,使精度在许可范围内。
6、使用压帽、筒夹、刀是否合理。
二、主轴运转中,应时刻注意其动态,发现异常情况,必须采取措施,恢复正常后才能继续运行。
三、定子、轴承处严禁受潮,尤其不得浸水。
四、旋转方向为逆时针方向,发现反方向时只须将其中任意两根线头对调一下即可。
五、对主轴在使用中的电压、电流、温升、声音等作必要监测,使其在正常范围内运转。
六、主轴不得长时间超速运转,但可以降速运转。
七、保持冷却水流畅,水温不要超过室温,流量约3-5L/Min。
八、发生主轴不能继续运转,最好邮寄我公司修复,请勿自行拆修。
九、压帽、筒夹的使用:
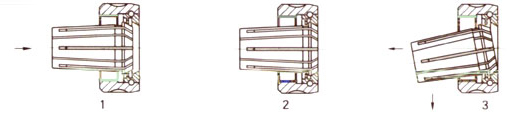
1、将夹头放入压帽内,轻轻转动卡簧,待压帽偏心部分凹入卡簧槽内,沿箭头方向均匀用力推动卡簧,即可装入压帽内。
2、将卡簧与压帽一起安装在夹头体或机床轴内,把刀具圆柱部擦净后装入夹持孔内,使用扳手均均匀用力紧固压帽,直到刀具夹牢为止方可使用。(注意:切忌在未安装刀具状态下坚固压帽,以免损坏夹头)。
3、换刀时,用扳手松开压帽带出来夹头及刀具,沿箭头方向用力推动卡簧,使其退出,然后根据需要换上其它孔径的卡簧即可。
4、压帽内罗纹与转轴外罗纹均为细牙罗纹,连接前必须擦洗干净,头二牙连接旋转手感比较顺畅方可拧紧,以免发生既拧不紧,又松不下,甚至损坏压帽及转轴。
5、如发生刀柄不紧或装刀精度不理想,经多次清洗后重新装刀还是无效时,只能更换新压帽、筒夹。压帽、筒夹最好用配套的,使用配套压帽、筒夹精度比一般的要高些。
6、压帽、筒夹装刀尺寸必须在各筒夹的许可范围内,具体规格如下:
ER8筒夹≥1-5mm ERIIT筒夹 ≥1-7mm ER16筒夹≥1-10mm ER20筒夹≥1-1.3mm ER25筒夹≥1-16mm
ER32筒夹≥2-20mm ER筒夹≥3-26m/m ER50筒夹≥6-34m/m

