近10年随着高速加工技术的迅猛发展和日益广泛的应用,各工业部门,特别是航空航天、汽车工业、模具加工和摩托车工业等,对高速数控机床的需求量与日俱增。美、日、德、意和瑞士等工业发达国家已生产了多种商品化高速机床,下表列出了近几年在国际机床市场上出现的几种高速加工中心。
|
制造厂家 (国别) |
机床名称和型号 |
主轴最高转速 (r/min) |
最大进给速度 (m/min) |
主轴驱动功率(kW) |
|---|---|---|---|---|
| Cincinati Milacron(美) |
Maxim 500型 卧式加工中心 |
20000 | 28 | 12 |
| Ingersoll(美) |
HVM800型高速 卧式加工中心 |
20000 | 76.2 | 45 |
| Mikron(美) |
HSM700型 高速立式加工中心 |
42000 | 40 | 14 |
| Ex-cell-O(德) |
XHC241型高速 卧式加工中心 |
24000 | 120 | 40 |
| RODERS(德) | RFM1000型加工中心 | 42000 | 30 | 20~30 |
| Makino(日) |
A55-A128型 加工中心 |
40000 | 50 | 22 |
| 新泻铁工(日) | VZ40型加工中心 | 50000 | 20 | 18.5 |
| Mazak(日) |
Super-400H型 加工中心 |
25000 | 15 | 18.5 |
|
|
|
| 图1 扭矩―功率特性 | |
一般说来,高速机床都是数控机床和精密机床,其传动结构的最大特点是实现了机床的“零传动”。从机床的主传动系统来看,这种传动方式取消了从主电动机到主轴之间一切中间的机械传动环节(如皮带、齿轮、离合器等),实现了主电动机与机床主轴的一体化。这种传动方式有以下优点:
电主轴的机械结构虽然比较简单,但制造工艺的要求却非常严格。这种结构还带来一系列新的技术难题,诸如内置电动机的散热、高速主轴的动平衡、主轴支承及其润滑方式的合理设计等问题,必须妥善地得到解决,才能确保主轴稳定可靠的高速运转,实现高效精密加工。本文结合我校高速电主轴的研制实践,探讨铣镗类高速大功率电主轴设计与制造中的有关问题。
1 电主轴的基本参数与结构布局
电主轴的主要参数有:(1)主轴最高转速和恒功率转速范围:(2)主轴的额定功率和最大扭矩:(3)主轴前轴颈直径和前后轴承的跨距等。其中主轴最高转速、前轴颈直径和额定功率是基本参数。电主轴通常装备在高速加工中心上,在设计电主轴时要根据用户的工艺要求,采用典型零件统计分析的方法来确定这些参数。机床厂对同一尺寸规格的高速机床,一般会分两大类型,即“高速型”和“高刚度型”分别进行设计。前者主要用于航空、航天等工业加工轻合金、复合材料和铸铁等零件:后者主要用于模具制造、汽车工业中高强度钢或耐热合金等难加工材料和钢件的高效加工。在设计电主轴时,还要注意选择有较好扭矩―――功率特性和有足够宽调速范围的变频电动机及其控制模块。根据主电动机和主轴轴承相对位置的不同,高速电主轴有两种布局方式:
|
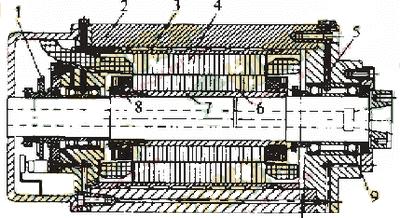
1.编码盘 2.电主轴壳体 3.冷却水套 4.电动机定子 5.油气喷嘴 6.电动机转子 7.阶梯过盈套 8.平衡盘 9.角接触陶瓷球轴承 图2 GD-2型电主轴 |
|
1.液压缸 2.拉杆 3.主轴轴承 4.碟形弹簧 5.夹头 6.主轴 7.内置电动机图3 主电动机位于后轴承之后的电主轴 |
有关电主轴前后轴承之跨距及主轴端部伸出量,应按静刚度和动刚度的要求进行计算。
2 电主轴的主要热源及其解决办法
用于铣镗类高速加工中心的电主轴运转中的发热问题始终是人们关注的焦点。电主轴的内部有两个主要热源,一是内藏式主电动机,另一个是主轴轴承。
与一般的主轴部件不同,电主轴最突出的问题之一是内藏式高速主电动机的发热。由于主电动机旁边就是主轴轴承,电动机的发热会直接降低轴承的工作精度,如果主电动机的散热问题解决不好,还会影响机床工作的可靠性。图4所示为我校高速电主轴的外循环油% 水冷却系统。在主电动机定子的外面加一带螺旋槽的铝质外套3(图2),机床工作时,冷却油不断在该螺旋槽中流动,从而把主电动机的热量及时、迅速地带走。冷却油的流量可按主电动机的发热量进行计算。
|
|
1.润滑油箱 2、6.压力开关 3.定量分配器 图5 GD-2型电主轴的油-气润滑系统 |
同时,主轴轴承的发热也是电主轴的主要热源之一。由于电主轴的运转速度高,dm・n值大(dm―主轴前轴颈直径,mm:n―主轴最高转速,r/min),因此对主轴轴承的动态、热态性能有十分严格的要求。除个别超高速电主轴采用磁悬浮轴承或液体动-静压轴承以外,目前国内外绝大多数高速电主轴都采用角接触陶瓷球轴承,其滚球用Si3N4材料制成,直径比同规格球轴承小1/3。这种材料具有密度小、硬度高、热膨胀系数小、弹性模量大等优点,使用这种轴承可使电主轴获得运转速度高(dm・n值高达2×106)、温升小、刚度大、寿命长等一系列优良特性。虽然这种轴承的价格比同规格同精度等级的钢质球轴承高2~2.5倍,但其使用寿命要高3~6倍,因此其性能/价格比并不差,容易被机床设计师接受。
为了进一步降低主轴轴承的温升,GD-2电主轴上采用了油-气润滑系统,如图5所示。
实测表明,在高速运转条件下,主轴轴承的温升比油雾润滑的温升可降低9~16℃,而且随着dm・n 值的增大,降温效果更好。
3 电主轴的动平衡设计
电主轴的最高转速一般在10000r/min以上,有的高达60000~100000r/min,主轴运转部分微小的不平衡量,都会引起巨大的离心力,造成机床的振动,影响加工精度和表面质量。因此必须对电主轴进行严格的动平衡。主轴及主轴上的零件都要经过十分精密的加工、装配和调校,使主轴组件动平衡精度达到0.4级以上的水平。
|
1.转子内套 2、4.端盖 3.转子硅钢片 图6 高速电主轴转子的动平衡设计 |
在设计电主轴时,必须严格遵守结构对称性原则,键连接和螺纹联接在电主轴上被禁止使用。如图2所示,电动机转子与机床主轴之间用过盈配合来实现扭矩的传递,过盈量应按所传递的扭矩来计算,其值有时高达0.08~0.10mm。主轴上轴向固定零件用的螺纹套也用与主轴有过盈配合的圆盘来代替。
设计这种过盈联接装置时,还必须考虑其拆卸的方便。如图6所示,安装硅钢片的转子内套1用铬锰弹簧钢制造,且其壁厚较小,故有较好的弹性。当需要把转子从主轴上拆卸下来时(为了更换已磨损的前轴承,见图1),可用手提式高压泵将油从转子内套左端的小孔a压入,高压油进入内套的环形内孔e后,即可将套1的内径胀大,这样就可把转子顺利地从主轴上拆卸下来。为了保持主轴结构的对称性,转子内套上也对称地加工了另一个小孔b。当从小孔a加压力油时,可用螺栓把小孔 b堵住。
为了使转子在装配后达到精确的动平衡,除了上述对称性设计以外,还必须采取下列两个工艺措施:一是转子硅钢片3的外径D在装配前应留有一定的加工余量,当转子用热压法(转子一般加温到180~200℃)装入主轴以后,以主轴前、后轴颈为定位支承,把主轴装夹在车床上,对转子的硅钢片外圆D 进行最后的精车。另一个保证主轴动平衡的措施是在电动机转子的两个端盖2、3上,对称地加工出16~24个直径略有不同的螺纹孔c、d(M4 或M6)。当电主轴组装完毕后,根据动平衡机的测试结果,在一定的方位上,旋入相应的平衡螺丝并调节其旋入深度,直到完全达到动平衡精度后,用环氧树脂将这些平衡螺丝固化。
4 结束语
电主轴作为高速数控机床最关键部件,其性能好坏在很大程度上决定了整台高速机床的加工精度和生产效率,因此各工业国家都十分关注高速电主轴的研究与发展,纷纷投入巨资,装备精良的加工和测试设备,建立恒温、洁净的装配环境,形成了不少电主轴的专业生产基地。
我国高速电主轴的设计制造技术刚刚起步,目前尚未形成批量生产规模,电主轴的各项性能指标和国外尚有较大的差距。为了加快我国高速加工技术的发展与应用,加速数控机床产品的更新换代,建议进一步组织力量对上述问题进行技术攻关,早日实现电主轴的专业化批量生产。